立式矯直機
立式矯直機的工作原理
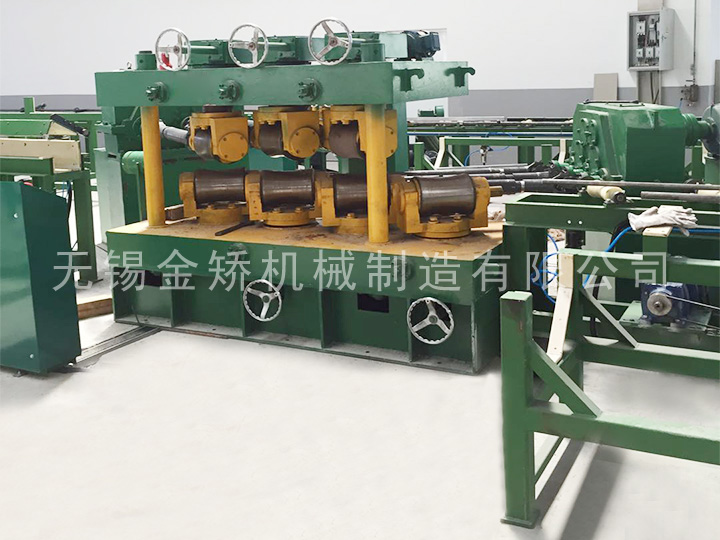
矯直機是對金(jīn)屬(shǔ)型材、棒材、管(guǎn)材、線材等(děng)進行矯直的(de)設備。矯(jiǎo)直(zhí)機通過矯直輥(gǔn)對棒材等(děng)進行擠壓使其改變直線(xiàn)度(dù)。一般有兩排矯(jiǎo)直輥,數量不等。也有兩輥矯直機,依靠兩(liǎng)輥(中間(jiān)內(nèi)凹,雙曲線輥)的角度變(biàn)化對不同直徑的材料進行矯直(zhí)。主(zhǔ)要類型有(yǒu)壓力(lì)矯直(zhí)機、平衡滾矯直機、鞋滾矯直機(jī)、旋轉反彎矯直機等等。
矯直過程
輥子的位置與被矯直製品運動方向(xiàng)成某種角度,兩個或三個(gè)大的是主動壓力輥,由電動機帶(dài)動作同方向旋轉,另一邊(biān)的若幹個小輥(gǔn)是從動的壓力輥,它們是靠著旋轉著的圓棒或管材摩擦力使之旋轉的。為了(le)達到輥子對製品所要求的壓縮,這些小輥(gǔn)可以同時或分別向前或向後調整位置,一(yī)般(bān)輥子的數目越(yuè)多,矯直後製品精度越高。製品被輥子咬入之後,不斷地作直線或旋轉運動,因而(ér)使製品承(chéng)受各方麵(miàn)的壓縮、彎(wān)曲、壓扁等變形,最後達到矯直的目的。
國內設備情況
中國已(yǐ)有中厚板軋(zhá)機31套,正在建設或計劃建設中厚板軋機約24套,中厚板軋機合計約55套(tào)(未含台灣),中厚(hòu)板(bǎn)年生產能力約六千多萬噸。中厚板軋鋼廠熱矯直機有近一半已(yǐ)進行了技術改(gǎi)造,安裝了新型四重式11輥、上輥或下輥可整體傾動、可快速(sù)換輥(gǔn)的恒輥距矯直機。還有一半熱矯直機和多數冷矯直機是50~60年代的台式矯直機(jī)。國內外鋼板矯直機均是恒輥距矯(jiǎo)直機,或少數雙恒輥距矯直(zhí)機。







 蘇公網安備 32021402001987號(hào)
蘇公網安備 32021402001987號(hào)